




我们精心制作的球墨铸铁管配件球墨铸铁管厂家案例产品视频已经准备就绪,【一睹真容!】产品视频,呈现产品魅力!
以下是:球墨铸铁管配件球墨铸铁管厂家案例的图文介绍

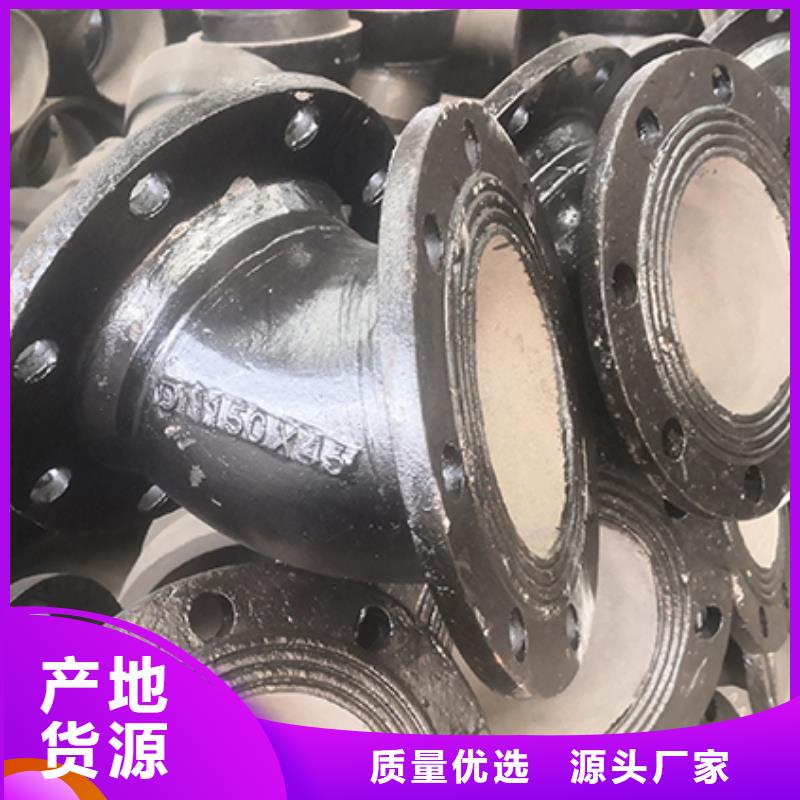
阀轴填料①由于管网中的阀门,通常是启闭不频繁的,要求填料在数年内不活动,填料亦不老化,长期保持密封效果;②阀轴填料亦应在承受频繁启闭时,密封效果的良好性;③鉴于上述要求,阀轴填料力求终*身不换或十多年不更换;④填料若需更换,阀门设计应考虑能有水压的状况下更换的措施。由球墨铸铁管配件的凝固特点认为球铁件易于出现缩孔缩松缺陷,因而其实现无冒口铸造较为困难。阐述了实现球铁件无冒口铸造工艺所应具备的铁液成份、浇注温度、冷铁工艺、铸型强度和刚度、孕育处理、铁液过滤和铸件模数等条件,用大模数铸件和小模数铸件铸造工艺实例佐证了自己的观点。

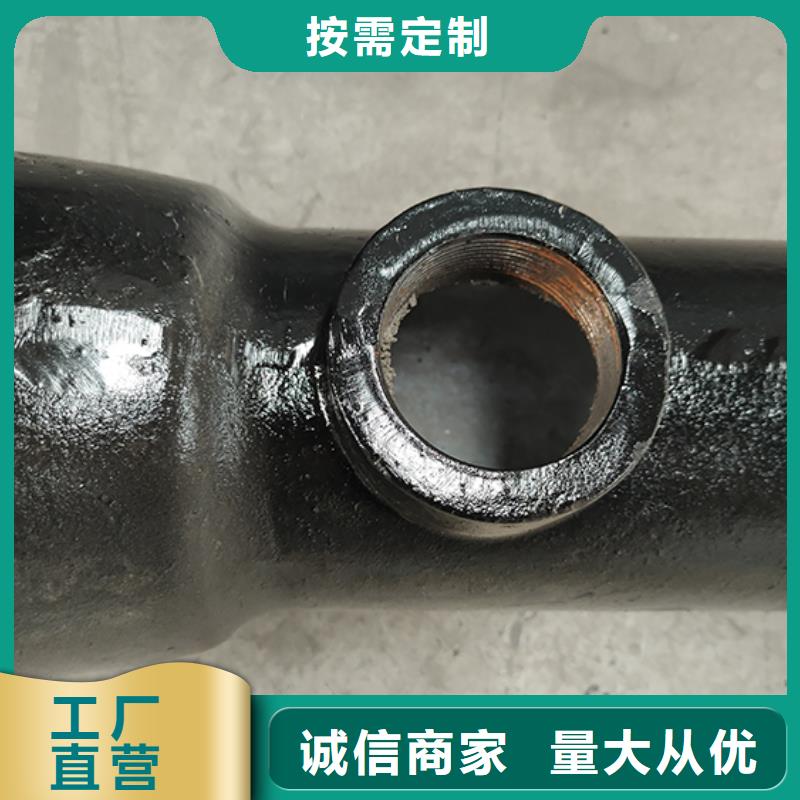
铜仁DN600球墨铸铁管


球墨铸铁管铸造体系的规划需注意什么? (1)消失模铸造液态金属充型过程中,泡沫模具液化、气化后退让出的空间被金属液所占有,假如金属液充型速度慢,形成时刻间隙过大,会形成局部崩塌的风险。充型速度快,形成泡沫模具不能充沛气化,在型内增加残渣量。 (2)浇注体系规划要考虑容貌束摆放便利。一起满足干砂能充填到容貌的一切内腔,防止容貌平面处于水平方位,以及盲孔处于水平或向下的方位。 (3)要考虑容貌束摆放便利,一起还要考虑到干砂能填充到容貌的全部内腔,防止容貌的平面处于水平方位,以及盲孔处于水平或向下的方位。 (4)浇注体系的规划要确保容貌束的全体强度。尤其是上涂料今后要确保内浇道等连接处可以接受搬运、振荡填砂等操作。 (5)浇注体系多选用简略的方式。以缩短金属液流经的间隔。直浇道与铸件容貌之间的间隔不可过小,以确保液态金属充型过程中不因砂型温度升高而使容貌变形。 (6)金属液压头应超过金属前沿的界面气体压力,以防呛火(反喷)。晋城市三利通铸管有限公司 (7)浇注体系的规划应该有利于金属液顺利平稳地充满整个型腔,并且具有较强的减渣、消渣和排气能力;具有良好的集渣、存气功能,以获得无缺陷的优质铸件。 (8)只要具有必定厚度的吃砂量,在真空后才干产生足够的强度,形成坚硬的铸型,使其能接受住金属液静压力的效果。 球墨铸铁管配件



鑫福兴管业有限公司主要经营:【贵州铜仁DN600球墨铸铁管】, 本厂家秉承“顾客至上,锐意进取”的经营理念,坚持“客户为先”的原则为广大客户提供优质的【贵州铜仁DN600球墨铸铁管】。欢迎广大客户惠顾! 本厂家是致力于集研发、生产、销售、服务为一体的股份企业。经过多年的探索发展及不断的吸收、消化国内外的同类【贵州铜仁DN600球墨铸铁管】产品 的先进技术,厂家【贵州铜仁DN600球墨铸铁管】产品已从单一走向系列,积累丰富的设计、制作及装配经验。



